比較測定器の日常管理PDFダウンロード

測定器は製品精度を保証するために使用するものであり、精密機器ですので日常管理によって測定精度を維持することが求められます。そこでここでは、比較測定器の日常管理として、使用前と使用後にチェックすべき項目およびインライン(製造ライン内、工程内)に設置する時の注意点について述べます。
インライン設置時の注意点
測定器やマスター類をインライン(製造ライン内、工程内)に設置する場合、下記事項に留意して設置します。
・検査台など測定器、マスター類の設置場所が予め決められていること。
・振動やガタツキ、測定高さの高低などで測定上不都合がなく、落下しないよう固定されていること。
・測定器に測定箇所や寸法などの識別表示があること。
・検査台に測定器の定位置表示(輪郭表示、くりぬき)があること。
比較測定器の日常管理
1)使用前の日常点検
- 作業要領書通りの測定器、マスターがそろって いるか?
・作業要領書で指示された測定器が用意され、測定できること。 - 測定器は有効期限内か?
・シール及び色を確認し、有効期限内の測定器で確認できること。 - 測定器、マスター類は錆、キズや汚れはないか?
・測定器本体、ダイヤルゲージやマスター類が錆びたり、汚れていないこと。
・製品が接する面や測定子に錆、キズや異常磨耗がないこと - 調整式の測定器は正しくセッティングされているか?
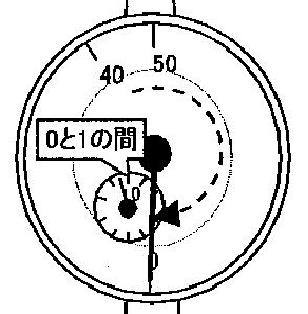
・ダイヤルゲージの短針は0~1内で使用されていること(右上図)
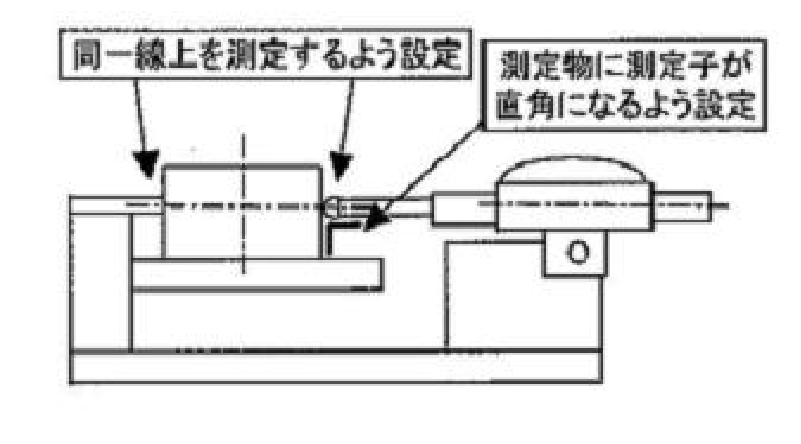
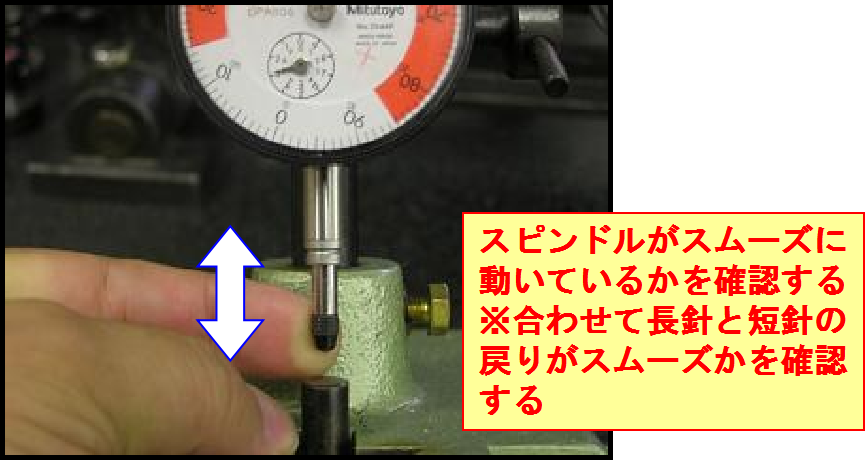
・ダイヤルゲージの測定軸線と測定器可動部軸が同一線上であること(これを”アッベの原理”と言います、右中図) - ダイヤルゲージのスピンドルおよび針の動きはスムーズか?
・スピンドル(測定子)を指で上に持ち上げ、スピンドルがバネ力だけでスムーズに元に戻ること、同時に、針(長針、短針)がスムーズに動くこと(右下図)
2)使用中
限界ゲージを除く「比較測定器」を使用して測定を行う場合、「測定部位の寸法に合わせて予め準備したリングマスターやブロックマスターなどの基準ゲージ(マスターゲージ)と比較して、基準ゲージからの差を求める」ことを行います。これは通常は以下の手順に沿って行います。
詳細はこちら → ”比較測定器 ②:測定手順”、”比較測定器 ③:マスターゲージ(基準ゲージ)”。
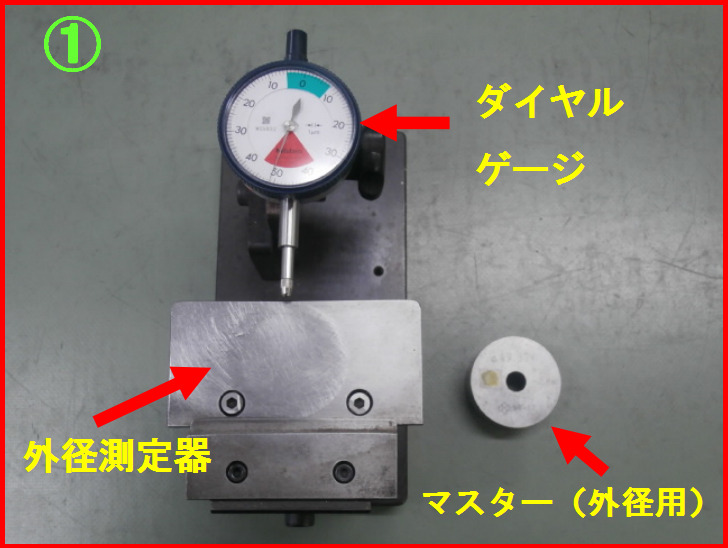
① 比較測定器の準備
外径測定器にダイヤルゲージ(1/100)を取り付け、測定子と測定器のガイドが同じ高さになるように調整します。
外径用マスターリングは、大抵の場合、外径寸法を測定寸法値で製作されています。
マスターゲージは内径・外径測定の場合はマスターリング、高さ・幅測定の場合はマスターブロックを用います。
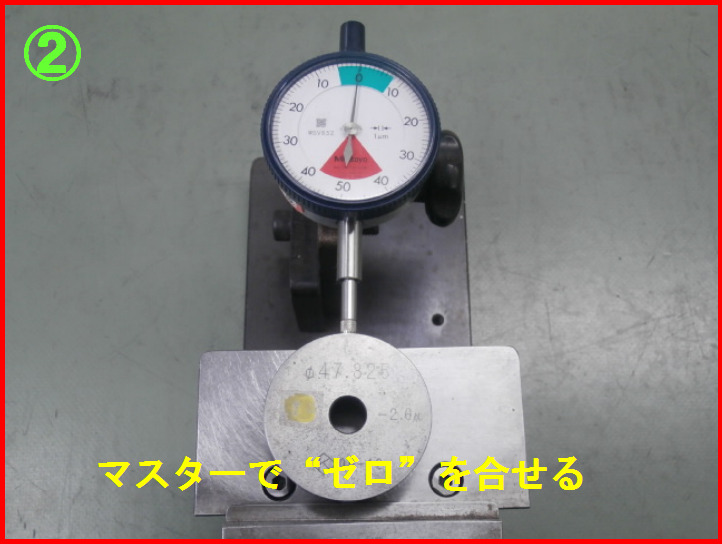
② マスター合わせ
(ゼロ合わせ)
「マスター合わせ」とは、測定寸法に合わせた基準となるマスターゲージを使ってダイヤルゲージの針を”0(ゼロ)”に合わせる作業のことです。これは「ゼロ合わせ」とも呼ばれます。
上図では、針の先端が緑の部分の”0(ゼロ)”に合わせます。

③ 対象をセットし、
ダイヤル値を読む
対象製品をセットし、ダイヤル値を読みます(針が示す値を読む)。
上図の例では、対象製品を下のガイドに当てながら横にスライドさせると針が動くのでその最大値が外径の測定値となります。
図では、その測定値はゼロから右(+)に5目盛を示しているので+0.05と読み取れます(1目盛は0.01)。この製品の外径は緑の部分が公差ですので、針は公差内で合格と判定できます。また、外径寸法=マスター値+0.05となります。
図.比較測定器の測定手順
この時、測定中に誤って測定器やダイヤルゲージを落下、破損させてしまった時は、速やかに上司あるいは品質保証部署などの測定器管理部署へ連絡し、指示に従います。通常は、交換あるいは精度確認などを行う必要があります。
3)使用後
切削液をウエス等で拭き取ってから、あらかじめ決められた場所に保管します。
なお長期間保管する場合は、金属部に防錆油を十分塗布して錆を防ぐ処置を実施し、ゴミ、埃、切粉などのない場所に他の測定器がスピンドル部とぶつからぬように保管します。